スパイラルタップは
何故ダメなのか
折れる(正転)
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
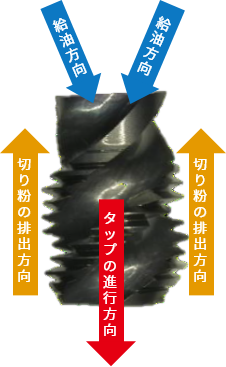
切り粉詰まり |
・内部給油 ・コーティングを避ける |
・加工速度を上げる ・加工速度を下げる |
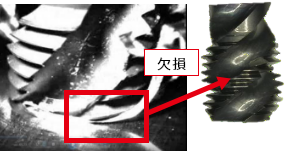
欠けたまま加工 |
・欠け対策 |
折れる(逆転)
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
レリーフ部に噛み込み |
・内部給油 |
・逆転速度を下げる |
欠ける(食い付き部~最初の完全山)
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
磨耗の進行による疲労破壊 |
・ねじれ角を弱く(横型のみ推奨) ・材質変更 |
|
振れによる衝撃 |
・ワーククランプの見直し ・タッパーを使用 |
|
ねじ山と面取り部の隙間に挟まった |
※コレットスルーは促進させやすい ※欠けたまま使用するとさらに
|
欠ける(完全山より後方)
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
ねじ山と面取り部の隙間に挟まった |
※コレットスルーは促進させやすい ※欠けたまま使用するとさらに
|
巻き付く
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
排出できていない |
・内部給油 |
|
切り粉がホルダーに干渉している |
・ロングシャンクに変更 ・細身のホルダーに変更 |
|
加工深さが深すぎて、縛られている |
切りじまいに切り残しがある
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
タップは止まって回転できない |
|

切り粉が残る
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
切削油は口元より流入している |
・内部給油 |
口元にカエリバリが発生する
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
芯ズレ+ラジアルフロート |
・ワーククランプの見直し |
|
送りエラー+伸縮タッパー |
・TFレリーフ付きを選ぶ ・伸縮タッパーを使用しない |
|
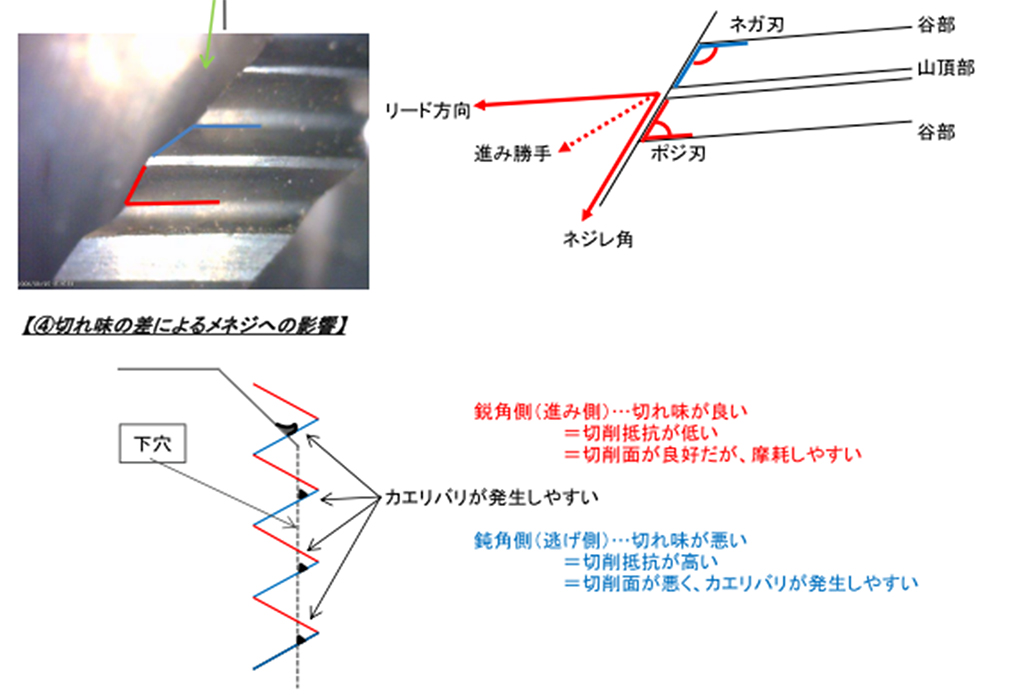
逃げ側フランク面の切れ味が悪い |
・ねじれを強めず、 |
内径(メネジ山頂)にカエリバリが発生する
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
逃げ側フランク面の切れ味が悪い |
・ねじれを強めず、 |
止まりゲージが止まらない
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
追い側/逃げ側の切れ味の差から |
・TFレリーフ付きを選ぶ ・伸縮タッパーを使用しない |
|
切り粉を噛み込み、 |
・内部給油 |
寿命が短い(磨耗)
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
追い側フランク面が鋭角 |
・材質変更 ・表面処理タイプの見直し ・ねじれ角変更 |
|
ねじれが強いことで鋭角 |
メネジのムシレ
| 原因 | 対策案①(効果が考えられる) | 対策案②(気休めに近い) |
|---|---|---|
切り粉の噛み込み(正転) |
||
切り粉の噛み込み(逆転) |
・内部給油 |
{kind=link}